


網址:www.hzfdbj.com
地址:上海市青浦區(qū)華新鎮紀鶴公路3338號


13661998084
17717673076

手機:鍾總 17717673076
手機:鍾經理 13661998084
電 話:021-39872289
網(wǎng) 址:www.hzfdbj.com
地 址:上海市青浦區華新(xīn)鎮紀(jì)鶴公(gōng)路3338號
風管加工(gōng)工藝的流程有哪些?
A、 工(gōng)生產線主要(yào)機具
B、加工流程
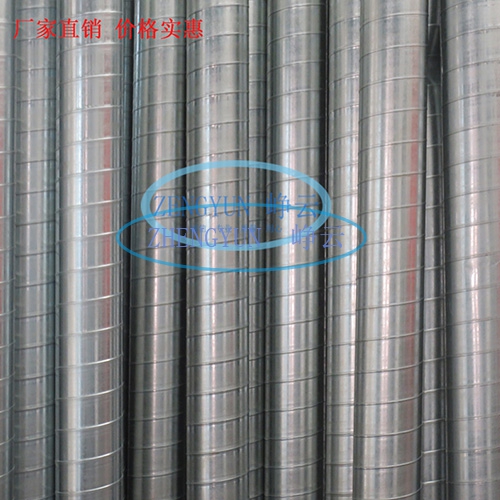
在較大規模的風管製作項目中,使用卷材不但可以(yǐ)節省材料,而且可以提(tí)高工效。但是卷板必須經過校正,否則會因為鋼(gāng)板本身的變形而影響風管加(jiā)工的外(wài)觀質量。
YZXP-12型校平機對於0.8mm-1.2mm的鋼板具有較為滿意的校平效果(guǒ),同(tóng)時,在整條生廠線中,作為牽引開卷的動力源,與YZKJ-12型開卷機配合,完成了卷材開卷展平的過程,並為剪板下料提供了拉動力。
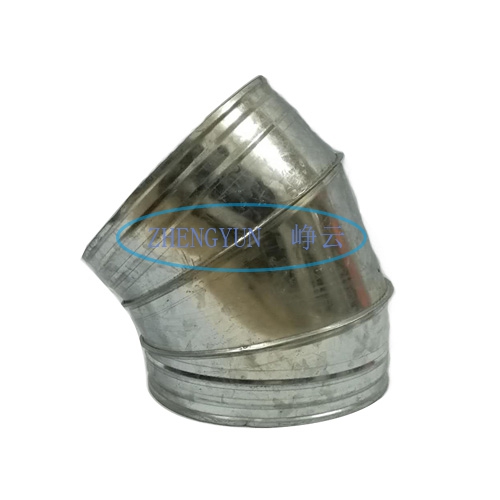
⑴ 風管咬口(kǒu)方式采用聯(lián)合角式咬口
⑵ 風管下料宜(yí)采(cǎi)用四片式(shì)下料或兩片式下料(liào)方式,對於管口徑小(xiǎo)於500mm的風(fēng)管可采用單片式下料(liào)。
⑶ 風管下(xià)料時除了預留(liú)出(chū)相應的(de)咬口量外,還(hái)必須預留出組合法蘭成型量。
⑷ 采用單片或雙片式下料時,應將板材在折方線的組(zǔ)合法蘭成型留量範圍內切斷(duàn),再進行後續(xù)工作。

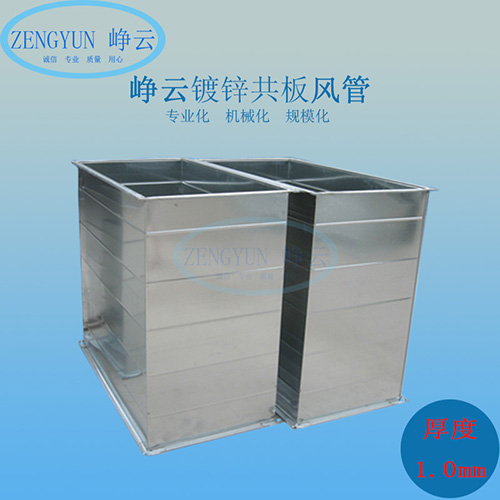
C、壓筋加固
⑴ 矩形(xíng)風管(guǎn),通常都需要進行壓筋加固,壓筋線應盡量(liàng)與法蘭線方向平行。
⑵ 加強筋外(wài)凸(tū)方向為風管(guǎn)外側。
原則上所有風管均需楞筋加固,對於長邊大於等於800mm的風管需同(tóng)時進行通絲內加固。加固采(cǎi)用M10鍍鋅通絲,按400mm×400mm成矩陣布置(zhì)。鐵皮兩麵均需用螺母加墊片鎖絲,通絲(sī)不能超出外螺母,且斷口須經(jīng)防鏽處理。

